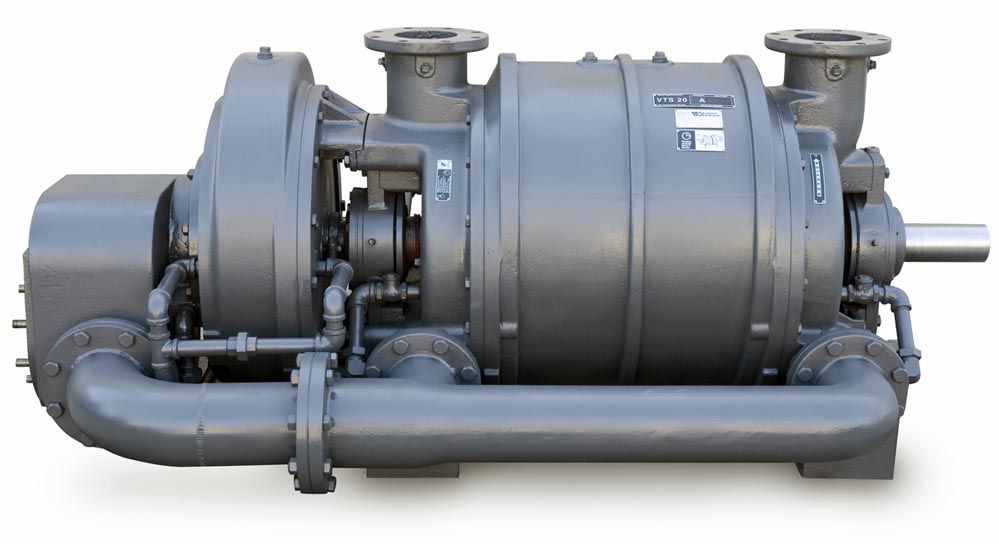
The Liquid Ring Vacuum Pump & Compressor: The Indestructible Process Hybrid
Engineering Simplicity: Built Like a Tank In an era of high-speed, fragile machinery, the liquid ring vacuum pump (LRVP) stands apart as a machine “built like a tank.” Its mechanical simplicity is its greatest strength; there is only one moving part—the impeller. Because there is no metal-to-metal contact between the impeller and the housing, … Read more